Детали по чертежам
Отображение 1–20 из 128Цены: по возрастанию











Изготовление деталей по чертежам — это производственный процесс, направленный на создание нестандартных комплектующих и механизмов в строгом соответствии с технической документацией заказчика. Данная услуга востребована в случаях, когда требуется замена изношенных узлов импортного оборудования, снятых с серийного производства, или при реализации опытно-конструкторских разработок. Производство охватывает широкий спектр материалов: от различных марок резин и полиуретанов до конструкционных пластиков и металлов.
Ключевая задача данного направления — обеспечение геометрической точности и физико-механических свойств изделия, заданных в техническом задании. Инженерно-конструкторский отдел компании «Резиномир» осуществляет полный цикл работ: от анализа конструкторской документации до выпуска готовой партии. Для расчета стоимости и получения консультации необходимо направить эскизы или чертежи на электронную почту ekb@rti-land.ru или связаться со специалистами по телефону +7 (800) 302-31-42.
Технологии производства нестандартных деталей
Выбор метода изготовления зависит от серийности партии, требуемого материала и сложности геометрии изделия. Производственные мощности позволяют реализовывать проекты любой сложности, применяя современные методы обработки и формования.
Формование и вулканизация РТИ
Для производства резинотехнических изделий (РТИ) используется метод горячего прессования или литья под давлением в специальные пресс-формы (оснастку). Технологический процесс включает:
- Проектирование и изготовление оснастки: На основе чертежа создается 3D-модель и вытачивается металлическая матрица.
- Подготовка смеси: Подбор резиновой смеси (сырой резины) с необходимыми присадками.
- Вулканизация: Прессование смеси в форме при высокой температуре и давлении, в результате чего материал приобретает эластичность и заданную форму.
Данный метод оптимален для серийного производства манжет, уплотнений, втулок и амортизаторов.
Механическая обработка полимеров и металлов
Для изготовления деталей из конструкционных пластиков (капролон, фторопласт, текстолит) и металлов применяется токарная и фрезерная обработка на станках с ЧПУ (числовым программным управлением). Метод позволяет получать изделия с допусками до 0,01 мм без затрат на изготовление пресс-форм. Это решение экономически целесообразно для единичных заказов и малых серий.
Также применяется технология свободного литья полиуретана, позволяющая получать изделия с высокой износостойкостью и твердостью от 60 до 98 единиц по Шору А.
Материаловедение и эксплуатационные характеристики
Выбор материала определяется условиями эксплуатации будущей детали: температурным режимом, наличием агрессивных сред (кислоты, масла, нефтепродукты), характером нагрузок (статика, динамика, трение).
Основные группы используемых материалов:
- Резиновые смеси (на основе каучуков NBR, EPDM, FKM): Обладают высокой эластичностью и герметизирующими свойствами. Рабочий диапазон температур варьируется от -60 °С до +250 °С (для фторкаучука).
- Полиуретаны (PU): Характеризуются абразивной стойкостью, превышающей стойкость резины и металла, высокой прочностью на разрыв и способностью работать при давлении до 100 МПа.
- Конструкционные пластики (PA-6, PTFE): Капролон и фторопласт применяются для деталей трения (подшипники скольжения, шестерни) благодаря низкому коэффициенту трения и химической инертности.
Таблица 1. Сравнительные характеристики материалов для изготовления деталей по чертежам
| Материал | Твердость (Шор А/D) | Рабочая температура (°С) | Устойчивость к маслам | Основное применение |
|---|---|---|---|---|
| Резина МБС (NBR) | 60 — 90 А | -30 … +100 | Высокая | Сальники, прокладки, втулки |
| Полиуретан (PU) | 70 — 98 А | -50 … +80 | Высокая | Валы, скребки, сита, колеса |
| Силикон (MVQ) | 40 — 80 А | -60 … +250 | Низкая | Пищевая промышленность, термостойкие уплотнения |
| Фторопласт (PTFE) | 50 — 60 D | -269 … +260 | Абсолютная | Химическая аппаратура, антифрикционные кольца |
Нормативная база и контроль качества
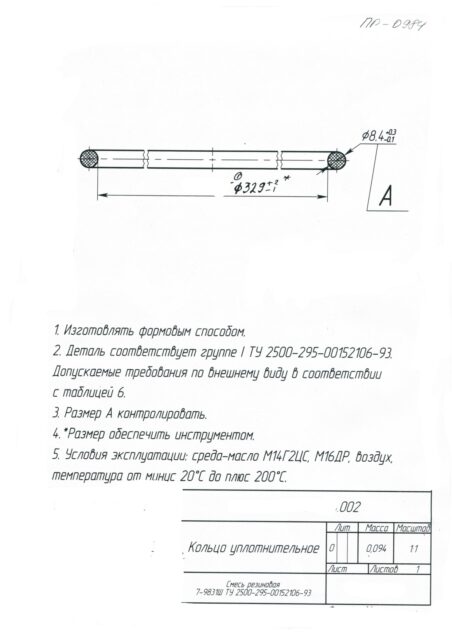
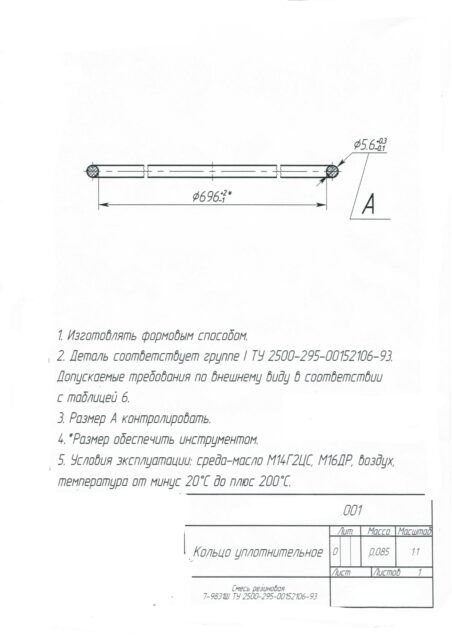
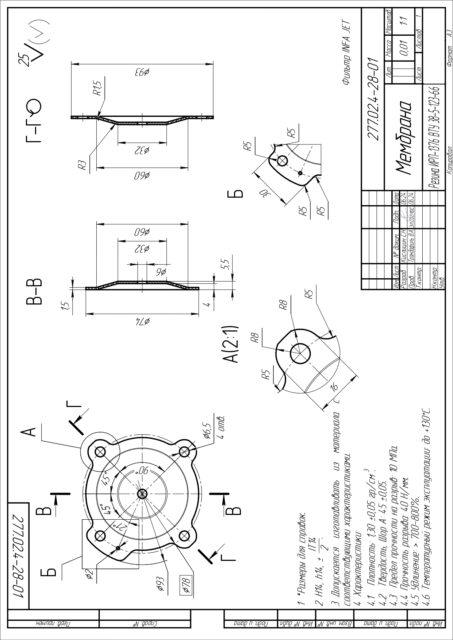
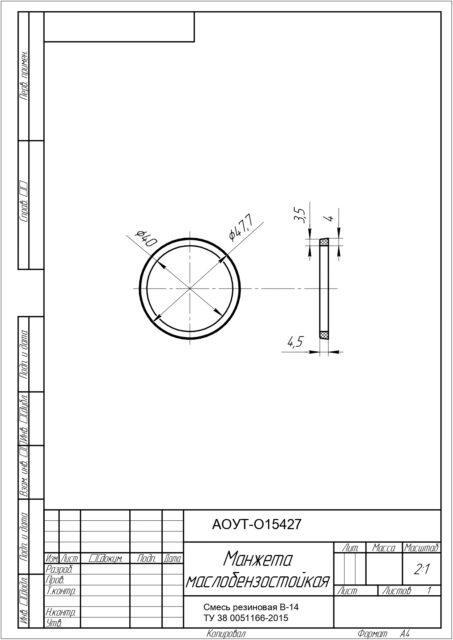
При производстве нестандартных изделий определяющим документом является чертеж заказчика или согласованное Техническое Задание (ТЗ). В документации должны быть указаны размеры, допуски, шероховатость поверхностей и марка материала.
Если для конкретного изделия отсутствует профильный ГОСТ, производство ведется в соответствии с общими техническими условиями на материалы:
- ГОСТ 7338-90 — для изделий из техпластин.
- ГОСТ 14896-84 — для манжет.
- ТУ завода-изготовителя — для полиуретановых и композитных изделий.
Важное техническое примечание: При разработке чертежей для резиновых изделий необходимо учитывать коэффициент усадки материала после вулканизации. Усадка зависит от типа каучука и может составлять от 1,5% до 4%. Игнорирование этого параметра при проектировании пресс-формы приведет к получению деталей с геометрическими отклонениями, выходящими за пределы допусков.
Сферы применения изделий по индивидуальным проектам
Детали по чертежам находят применение практически во всех отраслях промышленности, где требуется ремонт или модернизация оборудования.
Основные направления:
- Горнодобывающая промышленность: Изготовление сит для грохотов, футеровка бункеров, скребки конвейерных лент.
- Спецтехника и транспорт: Производство опорных катков, сайлентблоков, грязесъемников, восстановление покрытия валов.
- Пищевая промышленность: Выпуск уплотнений, захватов и роликов из пищевого силикона или полиуретана для фасовочных линий.
- Гидравлика и пневматика: Точение нестандартных уплотнений (манжет, грязесъемников) ремонтных размеров для гидроцилиндров.
Условия сотрудничества и реализации
Компания «Резиномир» принимает заказы на изготовление деталей по чертежам, эскизам или предоставленным образцам (с последующей оцифровкой инженерами) в Екатеринбурге и Свердловской области. Мы работаем с юридическими лицами и индивидуальными предпринимателями. Оплата производится по безналичному расчету (с НДС).
Возможно производство как единичных опытных образцов (прототипирование), так и крупных серийных партий. Сроки изготовления зависят от сложности изделия и необходимости производства оснастки. Продукция может быть поставлена под заказ с учетом специфических требований к материалам (например, морозостойкое или тропическое исполнение).
Чтобы рассчитать стоимость заказа, необходимо предоставить исходные данные (чертеж в форматах PDF, DWG, DXF или 3D-модель). Менеджеры подготовят коммерческое предложение с указанием цены за единицу, стоимости оснастки (если требуется) и сроков отгрузки. Готовая продукция проходит отдел технического контроля и сопровождается паспортами качества.
FAQ (Часто задаваемые вопросы)
1. Можно ли изготовить деталь, если нет чертежа, а есть только изношенный образец?
Да, это возможно. Инженеры компании проведут реверс-инжиниринг: снимут размеры с образца, учтут степень его износа, подберут материал и разработают конструкторскую документацию, необходимую для производства.
2. Каков минимальный объем партии для заказа?
Для деталей, изготавливаемых методом механической обработки (точение, фрезеровка), минимальная партия может составлять 1 штуку. Для формовых изделий (РТИ), требующих изготовления пресс-формы, рентабельность заказа рассчитывается индивидуально, но технически возможна отливка пробной партии.
3. Кто является собственником изготовленной пресс-формы?
Если оснастка изготавливается за счет заказчика (отдельной строкой в счете), она является собственностью заказчика. Она может храниться на нашем производстве для выполнения повторных заказов или быть передана клиенту вместе с готовой продукцией.
4. Какие сроки изготовления нестандартных деталей?
Сроки зависят от технологии. Механическая обработка занимает в среднем от 3 до 10 рабочих дней. Изготовление формовых РТИ включает этап производства пресс-формы, что может увеличить общий срок до 15–30 рабочих дней.
5. Работаете ли вы с материалом заказчика?
В большинстве случаев производство осуществляется из собственного сырья, так как это гарантирует соответствие материала технологическим режимам оборудования и конечное качество изделия. Работа с давальческим сырьем рассматривается индивидуально и требует входного контроля материала.